Flexible laminates have become one of the most important materials in modern packaging. According to industry estimates, nearly 52 percent of consumer packaged goods rely on laminated films because they offer high barrier protection, strong shelf appeal, and lightweight efficiency. Instead of depending on a single material to provide strength, print quality, and moisture resistance, laminates combine multiple layers to achieve the exact performance a product needs.
This makes them ideal for food, cosmetics, pharmaceuticals, household refills, and industrial products that require protection without the weight or rigidity of traditional packaging. As brands introduce more SKUs and ship products across longer distribution networks, flexible laminates allow them to balance durability, presentation, and cost effectiveness in one structure.
This guide explains how flexible laminates work, the materials used, common laminate structures, and when they are the right choice for a packaging program.
TL;DR (Key Takeaways)
Flexible laminates work because each layer does a specific job, such as barrier protection, print quality, stiffness, or sealing. Most performance issues come from choosing the wrong layer combination.
The structure matters more than the material. PET + PE and PET + Foil + PE behave completely differently. Barrier performance, shelf life, and durability depend on pairing layers correctly.
Foil is still the strongest barrier layer, but metallized PET offers a lighter, cost-efficient alternative for products that don’t require full foil protection.
Laminates only perform well if tension, curing, and adhesive quality are controlled during manufacturing. Poor lamination leads to delamination, weak seals, and reduced barrier integrity.
Flexible laminates are best when used with the right outer packaging. Most real-world failures happen not because of the laminate itself, but because the pouch or sachet is placed in an incompatible or poorly designed shipper or carton.
What Are Flexible Laminates in Packaging?
Flexible laminates are made by bonding two or more layers of film to create a single material that offers improved performance. Each layer has a specific purpose, such as strength, print quality, barrier protection, or sealing ability. The result is a multi-layer structure that performs better than any single material on its own.
How Lamination Works
Lamination involves joining films using adhesive or extrusion processes. The most common methods are:
Adhesive lamination, where a thin layer of adhesive is applied between films
Solvent-free lamination, where adhesive bonds without solvents
Extrusion lamination, where molten resin acts as both the bonding layer and a functional film
These processes ensure the layers bond uniformly, creating a structure that remains stable during converting, filling, and distribution.
Why Lamination Is Used
Brand owners choose laminates because they improve performance. Laminates can add barrier protection, increase strength, enhance print quality, improve seal reliability, or create a matte or gloss finish. The structure can be customized based on the product’s needs, shelf life requirements, and distribution conditions.
Common Materials Used in Flexible Laminated Packaging
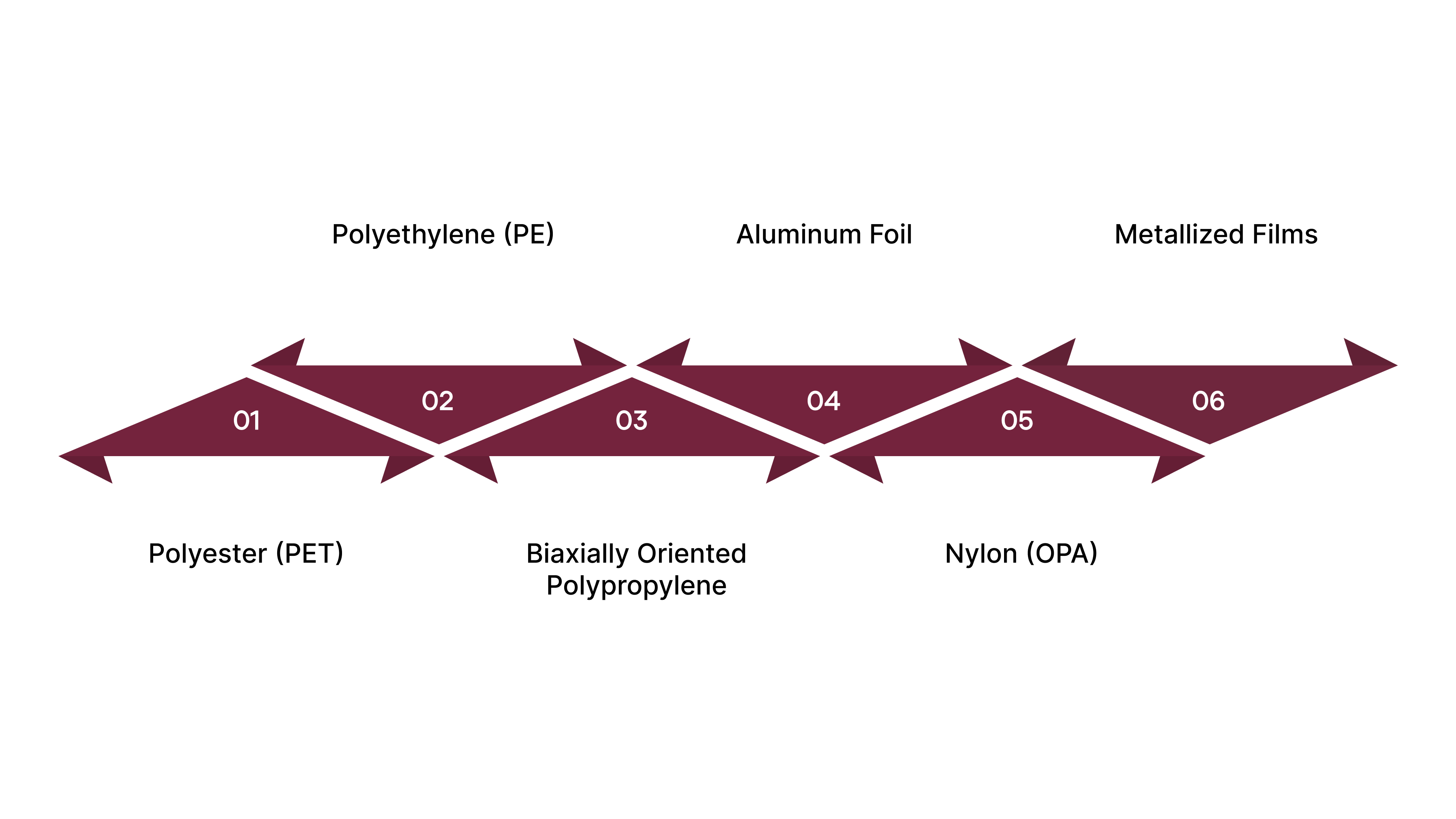
Each film layer in a laminate serves a different function. Understanding these materials helps businesses choose the right structure.
1. Polyester (PET)
PET adds stiffness, clarity, temperature resistance, and excellent print quality. It is commonly used as the outer layer in pouches and sachets.
2. Polyethylene (PE)
PE provides strong sealing properties and flexibility. It is often used as the inner layer that forms the seal during heat sealing.
3. Biaxially Oriented Polypropylene (BOPP)
BOPP adds moisture resistance and a smooth surface. It is frequently used for snacks and dry food products.
4. Aluminum Foil
Foil offers the highest level of barrier protection against moisture, oxygen, light, and aroma loss. It is used in laminates that need an extended shelf life.
5. Nylon (OPA)
Nylon improves puncture resistance and toughness. It is useful for products with sharp edges or items packed under tension.
6. Metallized Films
Metallized PET or BOPP provides strong barrier properties without the full weight and cost of foil. These films are used when oxygen or moisture protection is important, but foil is not required.
Flexible Packaging Laminate Structures and Their Purposes
Laminate structures vary based on the number of layers and the requirements of the product. Each structure offers a different balance of barrier protection, strength, and flexibility.
1. Two-Layer Laminates (Duplex)
Common combinations include PET + PE, BOPP + PE, or PET + metallized PET.
These structures are used for dry foods, personal care products, and items that require moderate barrier protection and good print appeal.
2. Three-Layer Laminates (Triplex)
Examples include PET + Foil + PE or PET + METPET + PE.
These structures are selected for products that need stronger protection, longer shelf life, or higher resistance to moisture, oxygen, or aroma loss.
3. High-Barrier Laminates
Foil-based or metallized structures provide superior barrier protection for sensitive items like coffee, spices, pharmaceuticals, and products with volatile aromas.
4. Specialized Laminates
These include matte surface laminates, tactile finishes, anti-static layers, and solvent-free laminates that reduce environmental impact.
Key Benefits of Flexible Laminated Packaging
Flexible laminates are popular because they combine durability, presentation, and product protection in a lightweight format. Their multi-layer structure allows businesses to achieve specific performance characteristics that single-material packaging cannot provide.
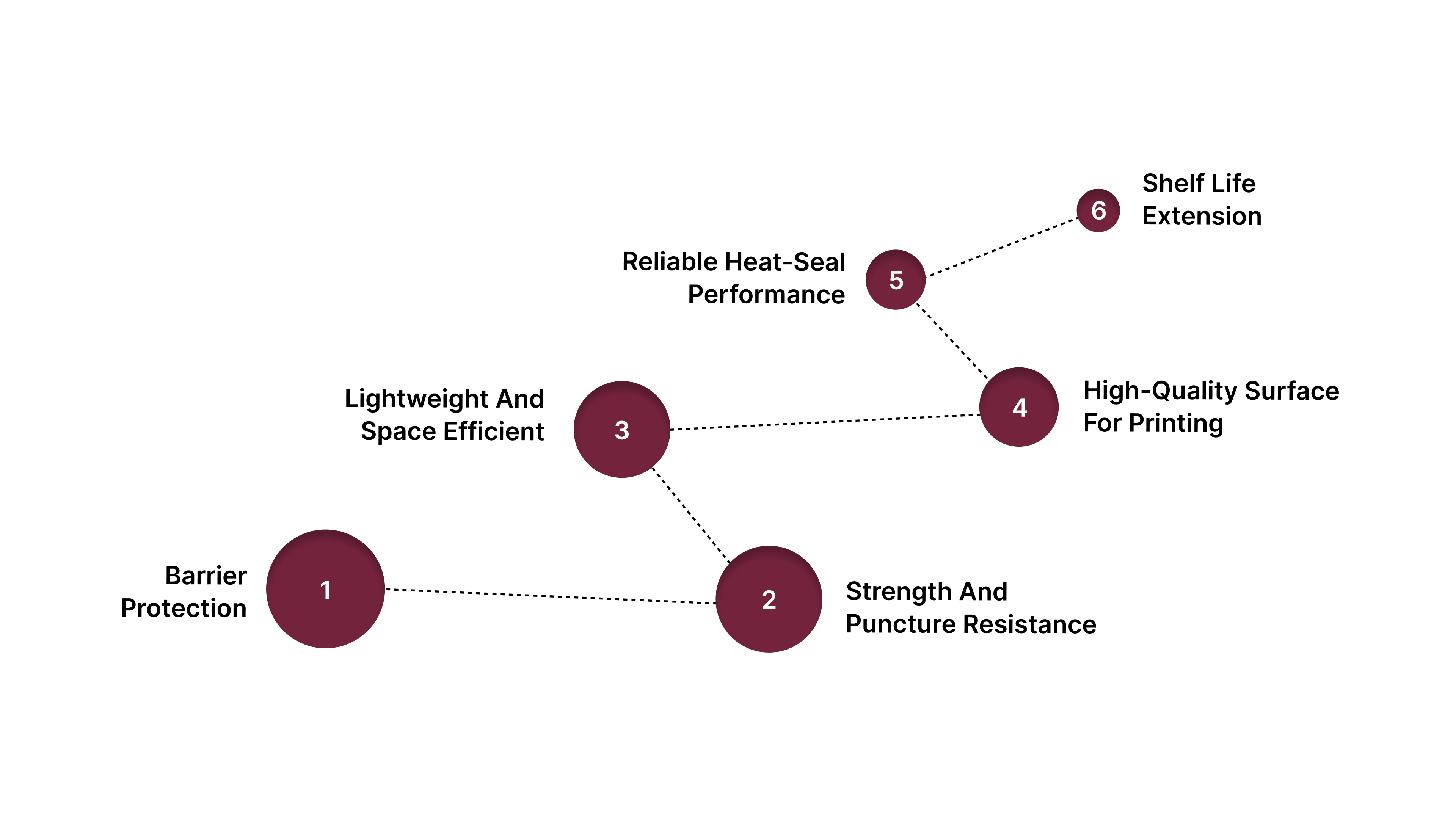
1. Barrier Protection Against Moisture, Oxygen, and Light
Laminated structures offer strong barrier performance. Foil, metallized films, and high-density polymers help protect products from moisture, oxygen, UV light, and aroma loss. These properties extend shelf life and maintain product quality.
2. Strength and Puncture Resistance
PET, nylon, and certain BOPP films provide strength and puncture resistance. This makes laminates suitable for products exposed to handling, shipping, or machinery pressure during filling.
3. Lightweight and Space Efficient
Flexible laminates reduce shipping costs and save storage space because they are significantly lighter and more compact than rigid packaging. They can be stored in roll form, which improves warehouse efficiency.
4. High-Quality Surface for Printing
PET layers offer an excellent surface for printing sharp graphics, fine details, and specialty finishes. This is why laminates are used in categories that rely on strong shelf impact.
5. Reliable Heat-Seal Performance
PE layers are selected for their sealability. They create strong, consistent seals that prevent leaks, contamination, and product loss during handling.
6. Shelf Life Extension
The barrier properties of laminates help maintain freshness, aroma, and stability. Products that degrade quickly in standard packaging often perform better in high-barrier laminated structures.
Common Applications of Flexible Laminates
Flexible laminates are used in a wide range of industries. Their versatility allows them to protect products with different sensitivities, shapes, and handling requirements.
1. Food and Snacks
Used for chips, nuts, coffee, spices, confectionery, frozen foods, and ready-to-eat items. Barrier protection helps extend freshness and maintain flavor.
2. Cosmetics and Personal Care
Ideal for sachets, sample pouches, face masks, and single-use applications. Laminates give brands a premium surface for detailed artwork.
3. Pharmaceuticals and Medical Products
Used for medical device pouches, foil packs, and moisture-sensitive products. Foil laminates provide strong protection against oxygen and humidity.
4. Household and Cleaning Products
Detergent pouches, cleaning refills, and powdered products rely on laminated structures for durability and leak resistance.
5. Industrial and Chemical Products
Used for adhesives, lubricants, cement additives, and specialty chemicals where barrier protection and puncture resistance are important.
How Flexible Laminates Are Manufactured
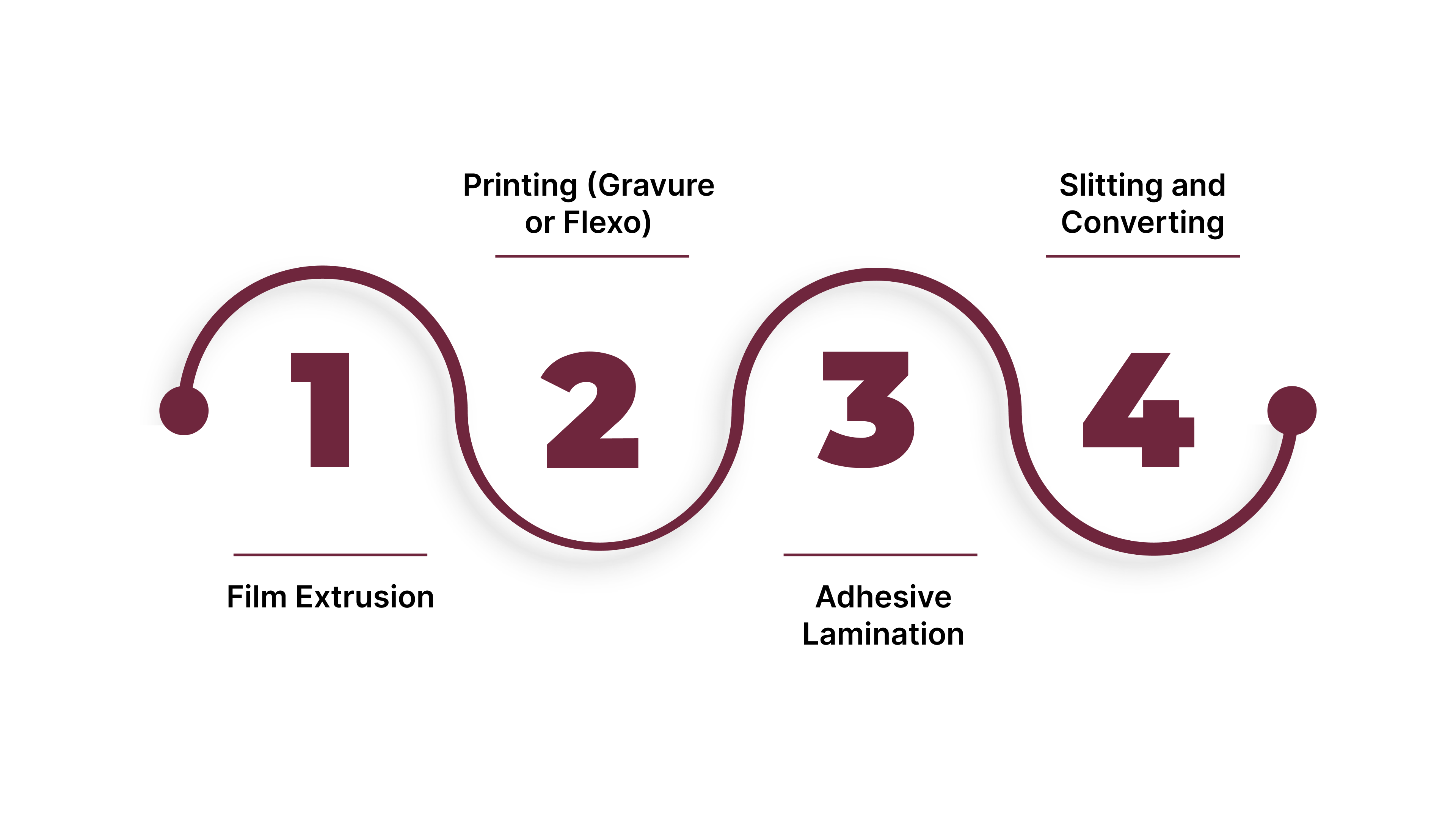
The performance of laminated packaging depends heavily on how the material is produced. Each step of the process affects strength, print quality, seal integrity, and barrier performance.
1. Film Extrusion
Base materials such as PE, BOPP, PET, or nylon are created through extrusion. The properties of each film are determined during this stage.
2. Printing (Gravure or Flexo)
Artwork is printed on the outer layer, usually PET or BOPP. Gravure is preferred for high-detail graphics, while flexo is common for larger runs and cost-efficient projects.
3. Adhesive Lamination
Films are bonded together using adhesive or molten resin. Solvent-based, solvent-free, or extrusion lamination techniques are selected based on performance requirements.
4. Slitting and Converting
After lamination and curing, the material is slit into narrower rolls and converted into pouches, bags, or sheets. Precision here ensures clean edges, accurate seals, and proper forming during filling operations.
Challenges and Limitations of Flexible Laminates
Flexible laminates offer strong performance benefits, but they also come with certain limitations. Understanding these helps businesses choose the right structure and avoid unnecessary cost or complexity.
1. Difficult to Recycle in Multi-Layer Form
Most laminated structures combine different materials such as PET, PE, nylon, and foil. These layers cannot be separated easily, which makes recycling challenging. Unless designed as a mono-material structure, laminates often fall outside standard recycling streams.
2. Higher Initial Development Cost
Designing a multi-layer structure requires testing, prototyping, and alignment between material choice and product requirements. This creates a higher upfront cost compared to simple single-layer packaging.
3. Requires Precise Manufacturing Controls
Laminates depend on tight production parameters. Adhesive quality, curing time, tension control, and slitting accuracy all influence final performance. Any variation can affect barrier integrity, seal quality, or print registration.
When to Choose Flexible Laminated Packaging
Flexible laminates are not the right choice for every product. They excel in scenarios where protection, presentation, or shelf life are priorities.
Suitable For:
products that need moisture or oxygen protection
Items requiring strong aroma retention
applications where premium graphics matter
products shipped long distances
food items with specific shelf life requirements
brands needing lightweight packaging to reduce freight costs
Not Suitable For:
extremely low-cost applications
products that require rigid physical protection
packing environments with sharp or abrasive contents
situations where recyclability is the primary priority
products that do not require barrier performance
These guidelines help determine whether laminates align with the functional needs of your product and distribution chain.
How GMS Industries Supports Laminated Packaging Needs
While GMS Industries specializes primarily in corrugated, chipboard, folding cartons, and labels, many packaging programs today combine rigid or semi-rigid packaging with flexible laminates. GMS supports customers by guiding them toward structures that pair effectively with their existing packaging formats.

Support in Structural Planning
GMS works with clients to help select packaging structures that complement laminated films. This includes coordinating outer packaging, such as corrugated shipping boxes or retail display cartons, that protect laminated pouches during distribution.
Material Guidance and Practical Recommendations
With decades of experience across packaging formats, GMS helps businesses understand when laminates are the right choice and how they can be paired with folding cartons, chipboard sleeves, or corrugated outers for improved protection.
Integrated Packaging Solutions
Many products rely on a combination of packaging formats. GMS supports these applications by producing the components that surround or support the flexible laminate, such as printed cartons, chipboard inserts, or corrugated outers.
Consistent Quality and Clear Communication
Laminated structures require a precise fit with any outer packaging. GMS ensures accurate dimensions, clean scoring, and reliable production practices that help laminated pouches or sachets fit properly inside cartons, trays, or shippers.
Conclusion
Flexible laminates offer a strong combination of barrier protection, durability, and visual appeal. Their multi-layer structure makes them suitable for food, pharmaceuticals, personal care, and industrial products that require moisture control, aroma retention, or enhanced shelf life. While laminates have limitations, they remain one of the most effective choices for high-performance flexible packaging.
GMS Industries supports brands by providing the rigid and semi-rigid packaging components that work alongside flexible laminates. If you are building a packaging system that includes laminated pouches or film-based structures, the GMS team can help you design the cartons, chipboard components, and corrugated shipping boxes that complete the entire packaging workflow. Contact us Today!
FAQs
1. What is the purpose of lamination in flexible packaging?
Lamination combines multiple films to create a material with improved strength, barrier protection, and print quality. Each layer serves a specific function. For example, PET adds stiffness and printability, PE provides sealability, and foil offers high barrier protection. Together, they create a structure that performs better than any single film.
2. Are flexible laminates recyclable?
Most multi-layer laminates are not recyclable because the layers cannot be separated easily. However, mono-material laminates made entirely of PE or PP are emerging as recyclable options. Whether a laminated pack is recyclable depends entirely on the structure and local recycling capabilities.
3. Why does food stay fresher in laminated packaging?
Laminates block moisture, oxygen, light, and aroma loss. These are the main factors that cause food to degrade. Foil, metallized PET, and high-barrier polymers create a strong barrier that helps maintain freshness and flavor for longer periods.
4. What is the difference between duplex and triplex laminate structures?
A duplex laminate has two layers, such as PET + PE. A triplex structure adds a third layer, such as PET + Foil + PE. The additional layer improves barrier protection, durability, and shelf life, making triplex structures suitable for sensitive or high-value products.
5. When should businesses choose flexible laminates over rigid packaging?
Flexible laminates are ideal when barrier protection, light weight, and strong shelf presentation are priorities. They are suitable for snacks, coffee, pharmaceuticals, cosmetics, household refills, and industrial powders. They are not suitable for heavy products or applications that require rigid physical protection.