Shipping damage remains one of the most expensive hidden costs for product companies. In the U.S. alone, packaging-related damages account for an estimated 20% to 30% of all product returns, with many failures traced back to incorrect corrugated box thickness or board selection. Yet most teams still default to whatever box their supplier recommends or whatever looks “strong enough” without evaluating how flute profile, ECT rating, board style, or box dimension actually influence real-world performance.
Corrugated thickness is not just a material characteristic. It affects product protection, freight cost, pallet efficiency, printing quality, sustainability goals, and even the customer’s unboxing experience. Choosing the right board is one of the highest-ROI decisions a packaging team can make, but it requires understanding how thickness, strength ratings, and construction styles translate to real shipping conditions.
This guide breaks down the major corrugated thickness options, explains when each one should be used, and provides clear starting points for different product categories so you can reduce breakage, optimize freight, and avoid overpaying for unnecessary board strength.
TL;DR / Key Takeaways
Thickness ≠ strength. Real protection depends on the combination of flute profile, ECT rating, board construction, and box dimensions, not thickness alone.
BCT (stacking) failures are more common than impact failures. Most damage happens from warehouse stacking pressure, not drops, which is why correct ECT is more important than customers think.
Print quality is directly linked to flute height. E and F flutes give cleaner graphics but lower cushioning; C and BC provide better protection but show more surface texture.
Over-specification is a major cost leak. Many brands ship lightweight items in 44 ECT or double-wall unnecessarily, increasing material and freight costs by 10–25% with no added benefit.
The best board is environment-specific. Your shipping route (local courier vs. multi-hub national distribution) and storage conditions matter as much as product weight.
Why Cardboard Thickness Matters
Cardboard thickness determines how well a shipping box will protect its contents during storage, handling, and transit. The right board helps reduce damage, control shipping costs, improve stacking performance, and support clean printing for branded packaging. Choosing thickness is not about picking the strongest board but selecting the one that aligns with your product, handling environment, and cost targets.
Protecting Product Contents
Thicker boards offer better insulation and cushioning, which helps protect fragile or breakable items. This reduces the risk of dented corners, crushed packaging, or internal product damage.
Surviving Rough Transit
Shipping environments involve conveyor drops, stacking pressure, vibration, and multiple transfer points. Thicker corrugated boards withstand punctures, crushing, and compression better than thinner options.
Balancing Shipping Costs
Heavier boards can increase freight costs, but using a board that is too thin may result in more damaged shipments. The goal is to find the point where protection and shipping cost meet.
Supporting Better Print Quality
Thicker flutes and rougher board surfaces can show ridges that affect print quality. Slimmer flutes offer smoother surfaces for high-resolution graphics.
How Cardboard Thickness and Strength Are Measured
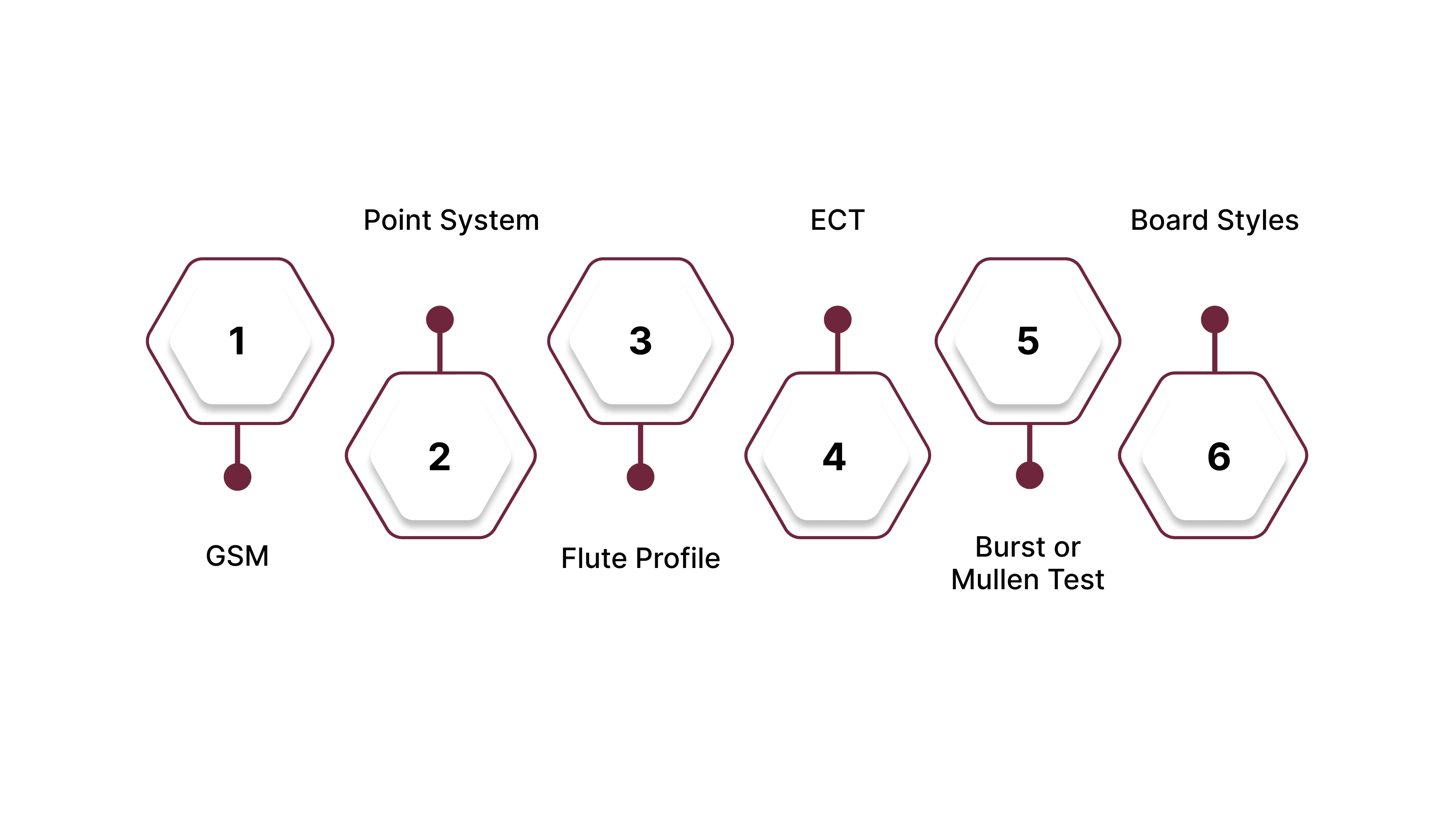
Several systems are used to describe board thickness and performance. Each one measures a different property, and together they give a complete picture of how a corrugated sheet will behave.
1. GSM (Grams Per Square Meter)
GSM measures paper weight per square meter. Higher GSM generally indicates denser and stronger paper, but GSM alone does not determine final board performance. Typical ranges include:
35 to 55 GSM for newspapers
90 to 100 GSM for office paper
210 to 300 GSM for brochures
350 to 400 GSM for packaging grades
High-strength corrugated liners often start above 350 GSM.
2. Point System (PT)
The point system measures thickness directly, where each point equals 1/1000 inch.
Typical ranges include 8 PT to 16 PT for liners and lightweight boards.
3. Flute Profile
Flutes are the wavy medium between the inner and outer liners. Flute height and spacing affect cushioning, strength, and print surface.
A flute: about 5 mm
B flute: about 3 mm
C flute: about 4 mm
D flute: about 2 mm
E flute: about 1.5 mm
F flute: about 0.6 mm
4. ECT (Edge Crush Test)
ECT measures how much pressure a corrugated sheet can withstand when compressed along its edge. Common ECT ratings include 23, 32, and 44.
Higher ECT means better stacking strength.
5. Burst or Mullen Test
Measures resistance to puncture or rupture. A common rating is 200 psi.
6. Board Styles
Board style determines the number of flute layers:
single face: one flute, one liner
single wall: one flute between two liners
double wall: two flutes, three liners
triple wall: three flutes, four liners
Each additional wall increases strength and rigidity.
Common Flute Types, Their Properties, and Typical Uses
Flutes vary in height, cushioning ability, stacking strength, and print quality. Selecting the right flute is essential for balancing protection, cost, and branding.
1. A Flute
About 5 mm thick. Highest cushioning and strong crush resistance. Suitable for fragile items or boxes that will be stacked for long periods.
2. B Flute
About 3 mm thick. Excellent crushing resistance with a flatter surface that supports better folding and cleaner printing. Often used for smaller cartons and retail packaging.
3. C Flute
About 4 mm thick. The most widely used general-purpose shipping flute. Good compression strength and suitable for many everyday shipments.
4. D Flute
About 2 mm thick. Less commonly used but suitable for lightweight items requiring moderate protection.
5. E Flute
About 1.5 mm thick. Thin, lightweight, and ideal for high-quality printing. Used in retail packaging, cosmetic boxes, and mailers where presentation is important.
6. F Flute
About 0.6 mm thick. Very fine and smooth, used for premium printing and small primary packaging.
7. Double- and Multi-Wall Flute Combinations
Boards like BC, EB, or BE combine different flute types to achieve a mix of cushioning, strength, and printable surfaces.
Board Styles: Single-Face, Single-Wall, Double-Wall, Triple-Wall
Board style determines how many layers of fluting and liners make up the board. More walls create stronger, heavier, and more rigid boxes.
1. Single Face
One liner bonded to one flute. Suitable for wrapping, cushioning, or internal protection, not for standalone shipping boxes.
2. Single Wall
One flute between two liners. The most common shipping box style used in e-commerce and retail.
3. Double Wall
Two flutes and three liners. Ideal for heavy or fragile items with higher stacking or storage demands.
4. Triple Wall
Three flutes and four liners. Comparable to wooden crates in strength. Used for industrial, automotive, and machinery shipments.
Practical Strength Ratings and When to Use Them

Strength ratings translate lab measurements into real-world performance. ECT values, flute selection, and board style determine how much weight a box can handle and how well it survives transit.
1. 23 ECT (Economy Range)
23 ECT B flute is a lightweight option. Suitable when:
products weigh less than about 5 lbs
boxes are small and not stacked
cost is a primary concern
minimal protection is needed
Avoid for heavier items, large dimensions, or long shipping routes.
2. 32 ECT (Standard Shipping Strength)
32 ECT B or C flute is the most common e-commerce option. It offers a balance of strength and weight, typically used when:
products weigh 15 to 25 lbs
boxes may be stacked, but not excessively
shipping conditions include conveyor handling and vans
general consumer goods or subscription boxes
32 ECT E flute is used when print quality matters more than cushioning.
3. 44 ECT (Heavy-Duty Strength)
Used for heavier or fragile products that require added crush resistance. Suitable when:
items weigh up to about 40 lbs
boxes will be stacked in warehouses
transit includes multi-touch or long-distance routes
high-value products need insurance through sturdier packaging
44 ECT tends to be heavier and more expensive, so it should be chosen based on real need, not as a default.
4. Double-Wall and Triple-Wall Boards
Used for industrial or extremely heavy items. Typical use cases include automotive parts, appliances, machinery, and bulk shipments or pallet-based distribution.
Double-wall boards provide both cushioning and stacking strength, while triple-wall boards behave more like crate substitutes.
How Size, Weight, and Box Style Affect Thickness Choice
A box’s dimensions influence how well a particular flute or ECT performs. Larger panels distribute weight differently and may require stronger boards even when the product itself is not heavy.
Larger Boxes Require Higher Strength
Wide panels flex more under compression. For large-format boxes:
move from B to C flute
consider double-wall
increase ECT for boxes with high L + W + H totals
Small boxes behave differently and can safely use thinner flutes like E or B.
Weight and Density Matter More Than Size
Dense items concentrate force in a small area, increasing the risk of blowouts or panel failure.
Examples: books, jars, metal parts, small electronics.
These items typically require:
higher ECT ratings
C flute or double-wall, depending on weight
reinforced corners or dividers
Box Style Also Influences Performance
Some styles distribute load better:
RSC (Regular Slotted Container) handles weight predictably
Mailer boxes (LM, TL) require flutes that fold smoothly, often B or E
Tabs and locking mechanisms perform better on thinner flutes
A thicker board may resist crushing but can be harder to fold cleanly in complex die-cut styles.
Testing and Validating Box Strength Before Production
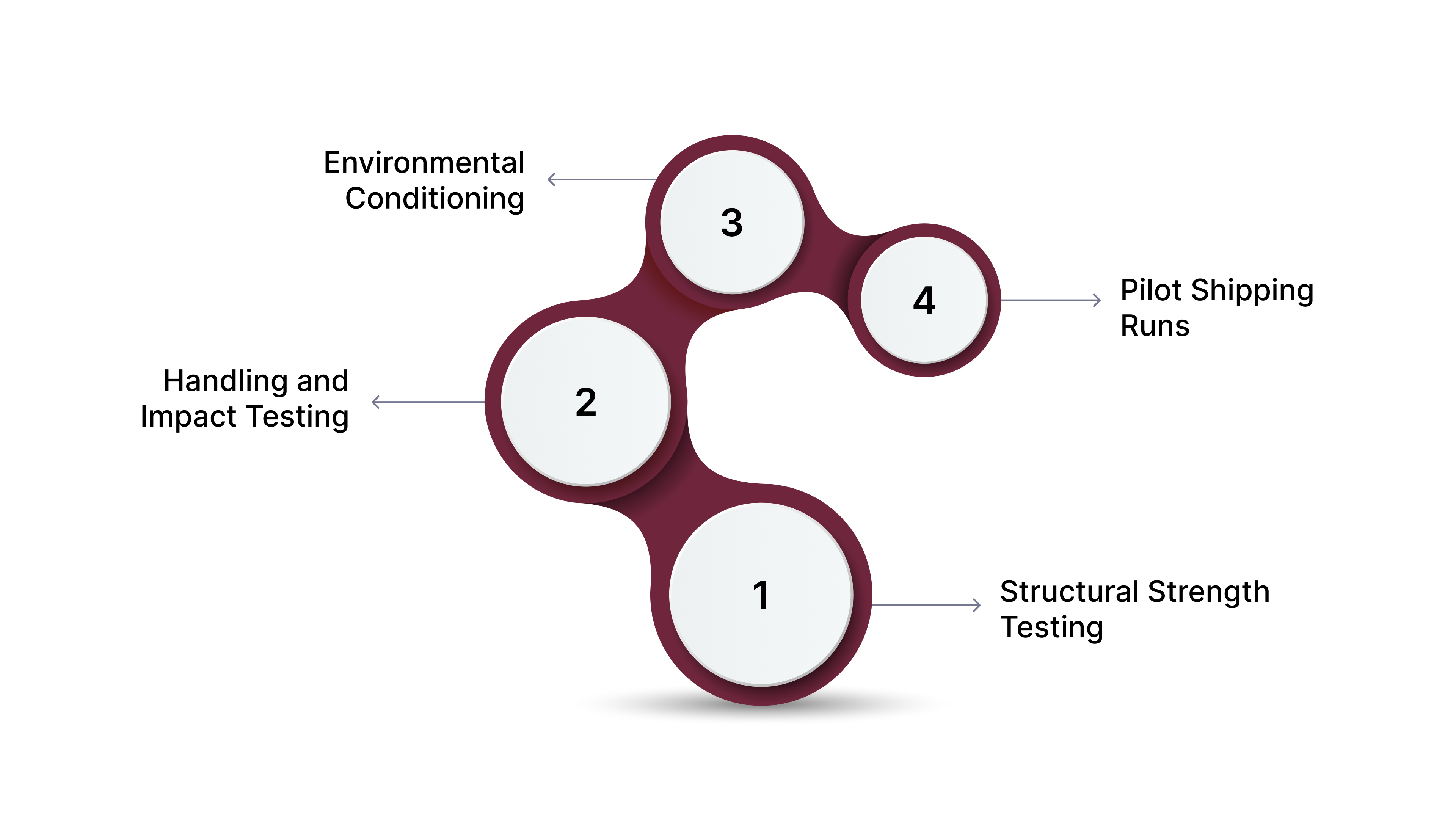
Before committing to large-volume production, it’s essential to verify whether a chosen corrugated board can handle real shipping and storage conditions. Testing helps identify weaknesses early, prevents product damage, and ensures the packaging performs consistently across the distribution chain.
1. Structural Strength Testing
Corrugated packaging is evaluated through tests that measure how well the board withstands pressure and stacking.
Edge Crush Test (ECT): Measures how much edge pressure the board can handle. This relates closely to stacking performance during warehousing and shipping.
Box Compression Test (BCT): Examines how the fully assembled box performs under vertical load. BCT results depend on ECT, box dimensions, and production quality.
These tests ensure the box maintains structural integrity over time.
2. Handling and Impact Testing
Shipping involves unpredictable impacts. These tests simulate those conditions.
Drop tests: Assess how the box handles flat drops, corner drops, and edge drops. Important for fragile or rigid products.
Vibration tests: Replicate conveyor belts and truck vibrations to identify weak points or panel fatigue.
3. Environmental Conditioning
Corrugated loses strength in humid environments. Conditioning tests expose boxes to humidity and temperature changes to understand how the board behaves during monsoon shipping, cold-chain logistics, or warehouse storage.
4. Pilot Shipping Runs
A small batch of finished boxes is used for real shipments. This identifies issues that lab tests may not capture, such as weak scoring, tape adhesion problems, internal movement, and corner wear.
Pilot runs give the closest representation of how packaging behaves in the real world.
How Thickness Affects Printing and Surface Finish
Cardboard thickness influences how well graphics, logos, and high-resolution designs appear on the surface. Brands that rely on strong visual presentation must consider flute profile, surface smoothness, and liner type carefully.
1. Print Surface Quality
Thinner flutes like E and F create a smoother surface, which supports:
sharper details
better color consistency
reduced ridging or washboarding
C and B flutes provide good strength but may show slight texture that affects premium printing.
2. Liner Choice and Coatings
The outer liner determines how ink bonds and how colors appear.
Kraft liners: Strong and durable, good for natural or minimalist branding.
White-top liners: Better for colorful, high-resolution designs.
Coated liners: Improve gloss, contrast, and ink clarity.
3. Internal Printing
If designing mailer-style boxes with inside printing, thinner flutes produce cleaner results and allow more precise fold lines.
4. Balancing Print vs. Protection
Boxes that prioritize printing may need internal supports or inserts to compensate for thinner flutes. This balance ensures presentation quality without risking damage.
Balancing Cost, Sustainability, and Shipping Performance
Choosing corrugated thickness involves balancing material cost, transportation weight, sustainability requirements, and product protection. The right combination saves money without compromising durability.
1. Cost Implications
Thicker or multi-wall boards cost more due to increased material usage. They can also raise:
inbound freight (shipping boxes to your warehouse)
outbound shipping to customers
pallet count requirements for storage
However, the added strength may reduce long-term costs by lowering damage rates and returns.
2. Sustainability Considerations
Sustainability is now an operational requirement. Key factors include:
recycled content of liners
lighter-weight boards that reduce CO₂ per shipment
avoiding unnecessary double-walls when not required
designing for curbside recyclability
Boards like 32 ECT B or E flute are often chosen for balancing sustainability and performance.
3. Finding the Optimal Point
The goal is to select the lightest board that still protects the product. This involves:
matching ECT to product weight
evaluating the shipping route
validating with real testing
This ensures efficiency without overspending or overengineering the box.
How to Choose the Right Corrugated Thickness for Your Product
Selecting the correct thickness requires understanding how your product behaves under weight, movement, and environmental exposure. The decision should follow a structured evaluation rather than relying on generic “stronger is better” assumptions.
1. Start With Product Weight and Fragility
Weight and fragility are the strongest predictors of required board strength.
Light, flexible items: usually safe with 23 ECT or 32 ECT single-wall
Moderate-weight items (15 to 25 lbs): perform better in 32 ECT B or C
Heavy or rigid items: often require 44 ECT or double-wall
Fragile items need cushioning (C flute, BC flute, inserts), not just higher ECT.
2. Consider the Shipping and Handling Path
Your shipping route determines how much stress the box experiences.
Local courier or hand-delivery: lighter flutes may suffice
Third-party logistics, long-distance travel, multiple hubs: a stronger board is required
Warehouse stacking: BCT becomes more important than ECT
Corrugated behaves differently at each stage, so match strength to expected handling.
3. Factor in Box Dimensions
Larger panels flex more. Even light products may require thicker flutes if the box is oversized or tall.
High L + W + H totals strain the panel
Long boxes can sag even with medium-weight contents
Die-cut mailer styles may need E or B flute for clean folds
Always assess dimensions alongside weight.
4. Evaluate Branding and Printing Needs
If the box is customer-facing, print quality may dictate flute type.
High-resolution graphics: E or F flute
General branding or kraft look: B or C works well
Inside printing: smoother flutes provide better results
Balancing print requirements with structural strength is often the deciding factor.
5. Validate Through Samples and Testing
Samples reveal issues that specs alone cannot. Validate with:
sample runs of multiple flute types
stacking trials
drop and vibration simulations
pilot shipments for real-life performance
Testing helps avoid overbuying or underestimating your packaging needs.
Common Mistakes to Avoid When Choosing Thickness
Teams often make similar errors when selecting corrugated board. Avoiding these prevents wasted spend and product damage.
1. Choosing the Thickest Board by Default
Thicker isn’t always better. Overengineering increases material cost, freight cost, storage space used, and environmental footprint.
So aim for “just enough” strength based on real needs.
2. Misinterpreting GSM or Assuming Higher GSM Means Higher Strength
GSM shows paper density, not board performance. Low GSM can still form a strong high-ECT board depending on flute and liner types.
3. Ignoring Box Dimensions
Large boxes require more rigidity. A 32 ECT board that works for a small box might fail in a larger one.
4. Prioritizing Printing Over Protection
Brands sometimes select an E or F flute for cleaner print without compensating for reduced cushioning.
If presentation matters, add inserts, dividers, cushioned double-wall outers.
5. Not Testing With Actual Products
External packaging behaves differently depending on product density, shape, and internal movement. Always test with fully packed units.
Recommended Starting Points for Common Product Categories
These examples give realistic starting points. Each should be validated through samples and tests because product dimensions and weight distribution vary.
1. Small, Lightweight Products
Examples: phone accessories, soft goods, cosmetics
Recommended starting point:
23 ECT B flute or 32 ECT E flute
E flute if print quality is a priority
Add simple inserts for shape stability
2. Standard E-Commerce Products
Examples: books, packaged cosmetics, candles, home goods
Recommended starting point:
32 ECT B or C flute
C flute for better cushioning
B flute for better folding and printing
3. Heavier Consumer Goods
Examples: small appliances, tools, electronics
Recommended starting point:
44 ECT C flute
Consider double-wall BC for long-distance shipping
Add corner protection if stacking is expected
4. Industrial or Bulk Items
Examples: machinery parts, automotive components
Recommended starting point:
double-wall (BC) or triple-wall
High stacking and impact tolerance required
Suitable for pallet shipments and warehouse racking
5. Premium Retail Packaging
Examples: premium electronics, beauty kits, gift sets
Recommended starting point:
E or F flute for print quality
Combine with a corrugated shipper (32 ECT or stronger)
Inside partitions ensure protection during transit
How to Work With Packaging Suppliers for the Right Board Specification
Selecting the correct corrugated thickness is much easier when suppliers have full visibility into your product, shipping path, and brand requirements. Providing detailed inputs upfront helps avoid miscommunication, incorrect board grades, or underperforming boxes.
1. Share Complete Product and Shipping Details
Give your packaging supplier accurate information about:
product weight and dimensions
product fragility and material type
shipping method (local courier, national carriers, freight)
expected stacking height and warehouse storage time
seasonal humidity or temperature exposure
This allows the supplier to recommend flute types, ECT ratings, and board styles that match your real needs.
2. Request Multiple Board Samples
Suppliers can provide samples of:
23 ECT, 32 ECT, 44 ECT
B, C, and E flute profiles
single-, double-, or triple-wall options
kraft vs white-top liners for printing
Comparing samples side by side helps you understand texture, rigidity, fold behavior, and print quality.
3. Validate With Real Testing
After selecting a few candidates, request:
assembled box samples
test run quantities
insert prototypes (if applicable)
This ensures the entire packaging system works together.
4. Confirm Print Compatibility Before Artwork Finalization
Print quality varies by flute, liner, and board finish. Always test printing on the exact board grade before locking artwork.
5. Maintain a Specification Sheet
Once finalized, document:
board grade
flute profile
liner types and GSM
ECT rating
die-line and dimensions
print method and ink type
This ensures consistent production across future reorders.
How GMS Industries Helps You Select the Right Corrugated Thickness
GMS Industries supports businesses by supplying corrugated packaging built around product protection, print accuracy, and reliable fulfillment. With over three decades of experience, they help customers choose the correct board configuration and ensure every box performs well throughout production and shipping.
Guidance on Board Grades and Strength Requirements
GMS helps evaluate your product’s weight, fragility, and dimensions to recommend the appropriate flute type, ECT rating, and board style. Their team ensures the board aligns with your shipping environment and cost goals.
Accurate Manufacturing for Consistent Quality
Precise die-cutting, clean scoring, and controlled production eliminate issues like panel blowouts, weak corners, or misaligned folds, which often occur with incorrect thickness or poor board control.
Support for Branding and Print Requirements
If your packaging requires high-quality printing, GMS can guide you toward flute and liner options that improve surface smoothness and color clarity.
Integration With Inner Packaging Components
GMS can also support chipboard components, partitions, inserts, or folding cartons that work together with corrugated outers. This creates a complete protection system instead of relying solely on a thicker corrugated board.
Reliable Communication and On-Time Fulfillment
Strong customer communication ensures that specifications stay accurate, artwork is properly prepared, and the final packaging meets expectations across every production run.
Conclusion
Choosing the right corrugated shipping box thickness is a balance of protection, cost, print quality, and operational efficiency. Understanding flute profiles, ECT ratings, board styles, and testing methods helps you select packaging that performs reliably in real-world conditions.
The ideal board is not always the thickest one, but the one that matches your product, transit route, and storage environment. By validating through testing and working with an experienced supplier, you can prevent damage, reduce returns, and maintain a consistent unboxing experience for your customers.
If you need support selecting the proper corrugated board thickness or want to integrate your corrugated packaging with inserts, folding cartons, or fulfillment-ready components, GMS Industries can help you design a dependable solution tailored to your needs. Contact us Today!
Frequently Asked Questions (FAQs)
1. What thickness of cardboard is best for shipping boxes?
The “best” thickness depends on product weight, box size, and shipping distance. For most consumer goods, a 32 ECT B or C flute is standard. Heavy items, warehouse stacking, or long-distance transit may require 44 ECT or double-wall BC.
2. Is C flute stronger than B flute?
Yes. C flute typically offers better cushioning and stacking strength due to its taller flute height, making it ideal for general shipping. B flute has a flatter profile that folds better and prints cleaner, but offers slightly less cushioning.
3. Does higher GSM mean a stronger corrugated box?
Not always. GSM only measures paper weight, not structural strength. Actual performance comes from ECT rating, flute profile, liner quality, and board construction. A lower GSM board can outperform a higher GSM one depending on these factors.
4. What causes most box failures during shipping?
Most failures occur from compression and stacking pressure, not impact. Humidity is another major factor; corrugated loses up to 50% of its strength when exposed to high moisture without proper liners or coatings.
5. Should I upgrade to double-wall if my shipments get damaged?
Not always. Damage may come from incorrect ECT, oversized dimensions, weak scoring, internal product movement, or poor cushioning. Try improving box design, inserts, or flute choice before jumping to double-wall.
6. What’s the best option for boxes with premium printing?
For high-resolution graphics, the E or F flute provides the smoothest surface. Many brands pair a premium printed E-flute mailer with a 32 ECT outer shipper for protection.